

✨ Christmas Special: Get 35% OFF your first order. ✨
Your bag is empty
![Easy To Use Electroweld Press Type 4-head Rcc Mesh Projection Welder 200kva (sp-200prt-m4h) Order Today [gSEuiPwX]](https://cdn.shopify.com/s/files/1/0496/2867/6247/products/RCCBar_SpotWelder_Data_SP-200PR-M4H_f6f2bed6-536d-4c26-8094-2bddccf95f9b.jpg?v=1626912800)
![Easy To Use Electroweld Press Type 4-head Rcc Mesh Projection Welder 200kva (sp-200prt-m4h) Order Today [gSEuiPwX]](https://cdn.shopify.com/s/files/1/0496/2867/6247/products/RCCMeshProjectionWelder1_efba7ab7-c041-471c-9c09-2ffb2bb7047d.png?v=1626912800)
![Easy To Use Electroweld Press Type 4-head Rcc Mesh Projection Welder 200kva (sp-200prt-m4h) Order Today [gSEuiPwX]](https://cdn.shopify.com/s/files/1/0496/2867/6247/products/rcc-mesh-projection-welder-3_3b73fea3-eb46-4320-90ba-122e3e6819e0.jpg?v=1626912800)
![Easy To Use Electroweld Press Type 4-head Rcc Mesh Projection Welder 200kva (sp-200prt-m4h) Order Today [gSEuiPwX]](https://cdn.shopify.com/s/files/1/0496/2867/6247/products/rcc-mesh-projection-welder-2_e8279f3d-7aa5-4776-84b6-ddbb798a48d3.png?v=1626912800)
![Easy To Use Electroweld Press Type 4-head Rcc Mesh Projection Welder 200kva (sp-200prt-m4h) Order Today [gSEuiPwX]](https://cdn.shopify.com/s/files/1/0496/2867/6247/products/rcc-mesh-projection-welder-sample1_c0f44aff-91ff-4116-a477-1f2a4a0d4699.png?v=1626912800)
![Easy To Use Electroweld Press Type 4-head Rcc Mesh Projection Welder 200kva (sp-200prt-m4h) Order Today [gSEuiPwX]](https://cdn.shopify.com/s/files/1/0496/2867/6247/products/tmt-bar-mesh-sample1_bc5010d1-4c19-48e2-9fc8-fcad967bf7b7.jpg?v=1626912800)
Listing Templatebody{margin:0 auto;padding:0;width:100%;font-family:'Poppins',sans-serif}h1,h2,h3,h4,h5,h6{padding:0;margin:0}.tani-background{background:#f8f8f8}.tani-clear{clear:both}img{max-width:100%;}/*Common Css Start*/.tani-wrapcen{width:100%;
100% Safe Guarantee
On orders over $30
30-Day Guarantee



Electroweld industries is a leading manufacturer of resistance welding equipment, serving the industry for over 45 years. Our welding machines are designed to provide a production solution at an affordable price while ensuring reliability and low cost maintenance.
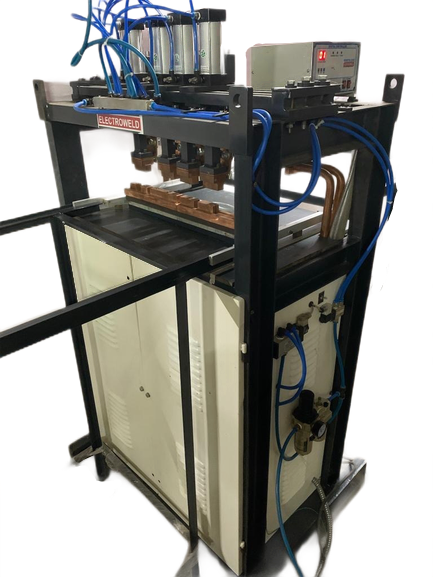
Electroweld Press Type 4-Head RCC Rebar Mesh Projection Welder 200KVA (SP-200PRT-M4H)
Weldability-4000mmx600mm Rectangular Mesh RCC Construction Rebar or TMT Rebar with individual Bar diameter 9mm
Weldability Workout-4-Head 200 KVA Projection Welder:
4-Weld Heads are used simultaneously resulting in each Weld Head functioning equivalent to a 50KVA Projection/Spot Welder
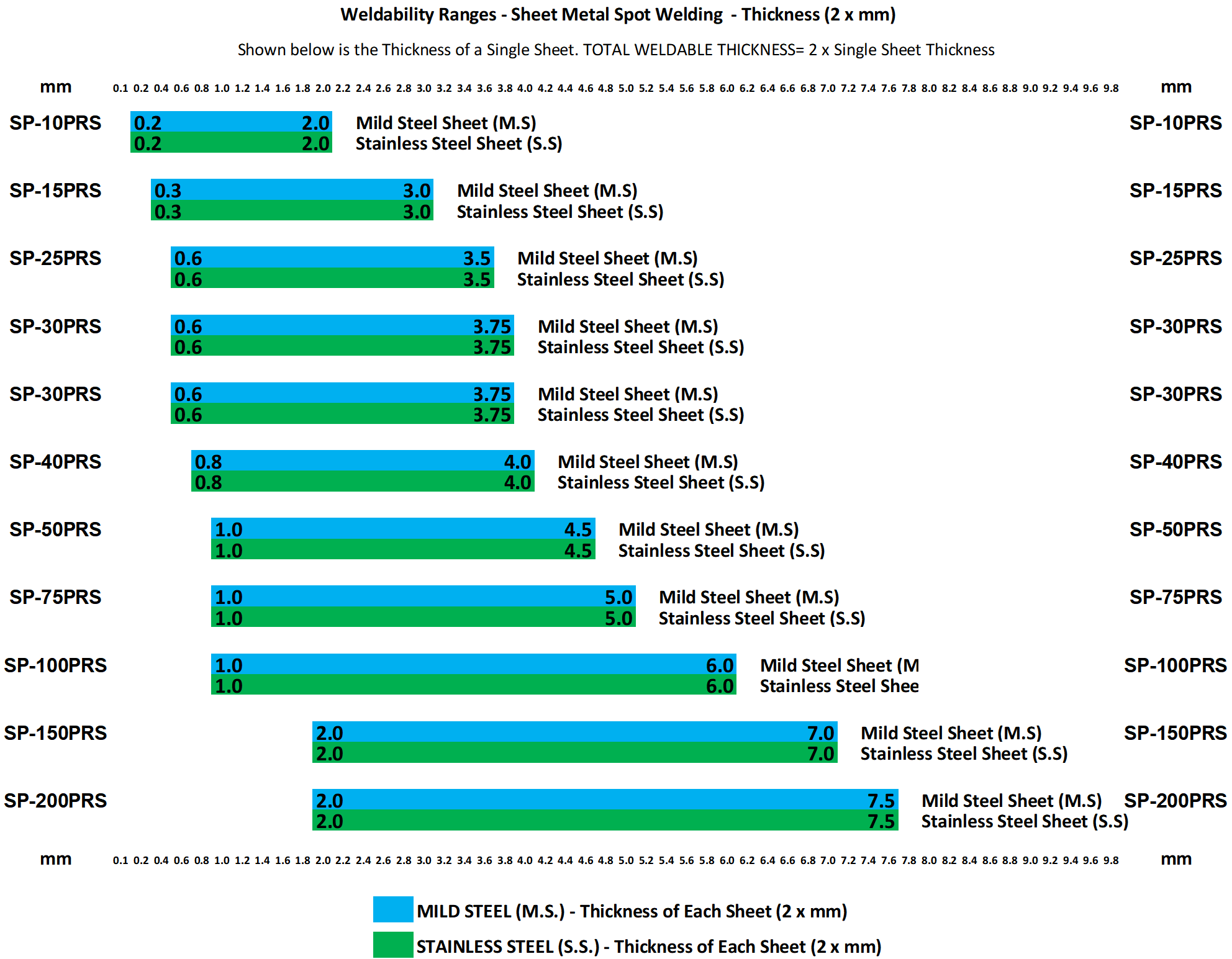
-(Weldability Sheet Thickness (2 x mm): S.S/M.S Sheet- 1.0mm-4.5mm, 7-19 SWG, 7-19 AWG)
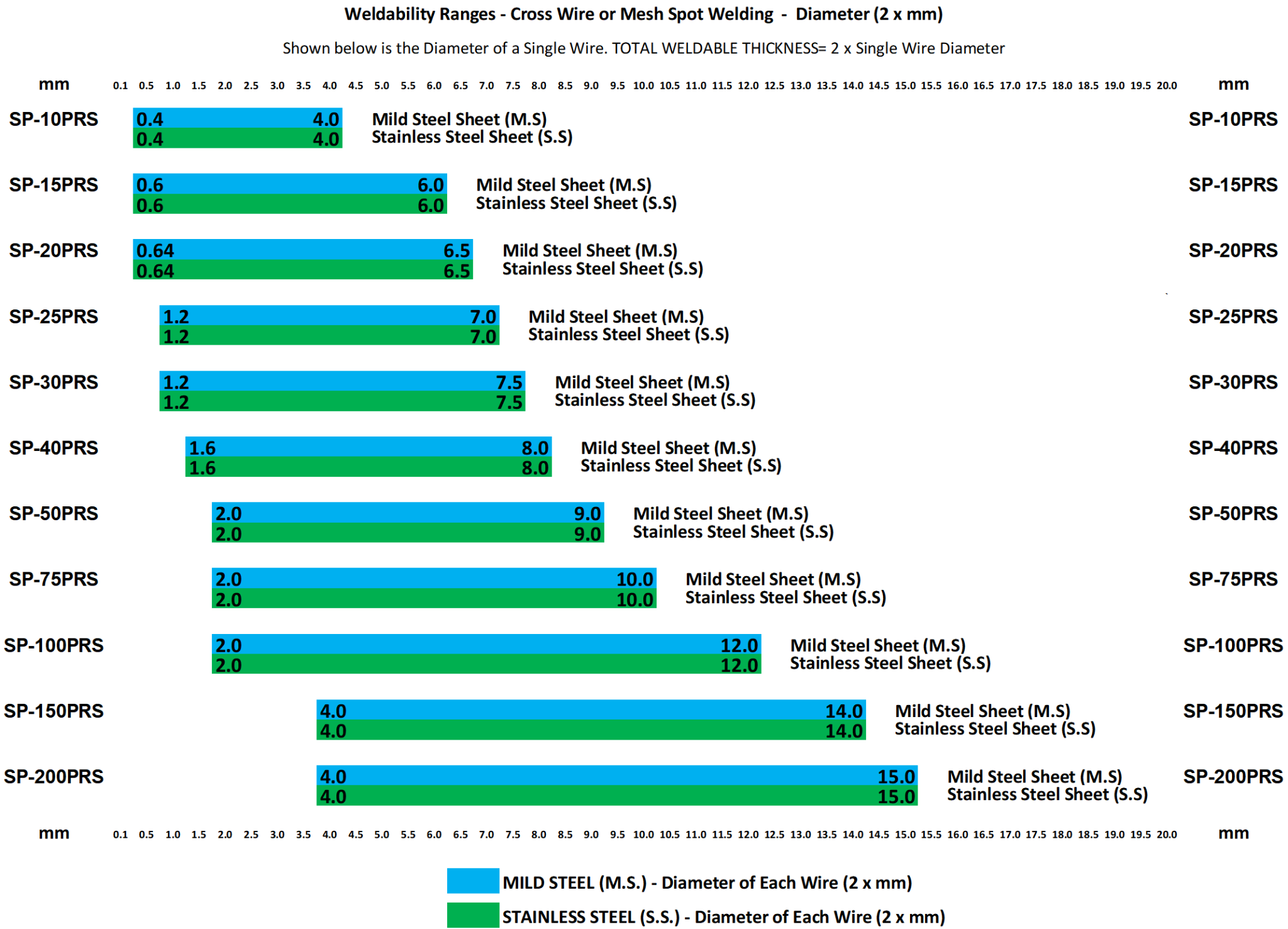
-(Weldability Cross Wire/Mesh Application-Wire Diameter (2 x mm): 2.0mm-9.0mm,Approx. double the weldability ranges indicated above)
-(Weldability S.S/M.S Projection Weld Nut or Weld Bolt on S.S/M.S Sheet with Thickness-1mm-4mm: M8-M16)
Construction : Heavily fabricated with streamlined appearance, suitably stiffened at points of stress. The transformer is mounted directly on to the body and the bearings for the arm are provided in the same.
Cooling System: Electrodes, Electrode holders secondary water cooled, water required to be free from residue forming impurities and at a temperature of less than 30* C or 85* F. If water temperature is higher, increased water flow is required.
Electrodes: One pair Morse Taper II straight electrodes supplied as standard with the machine, Other types available on request.
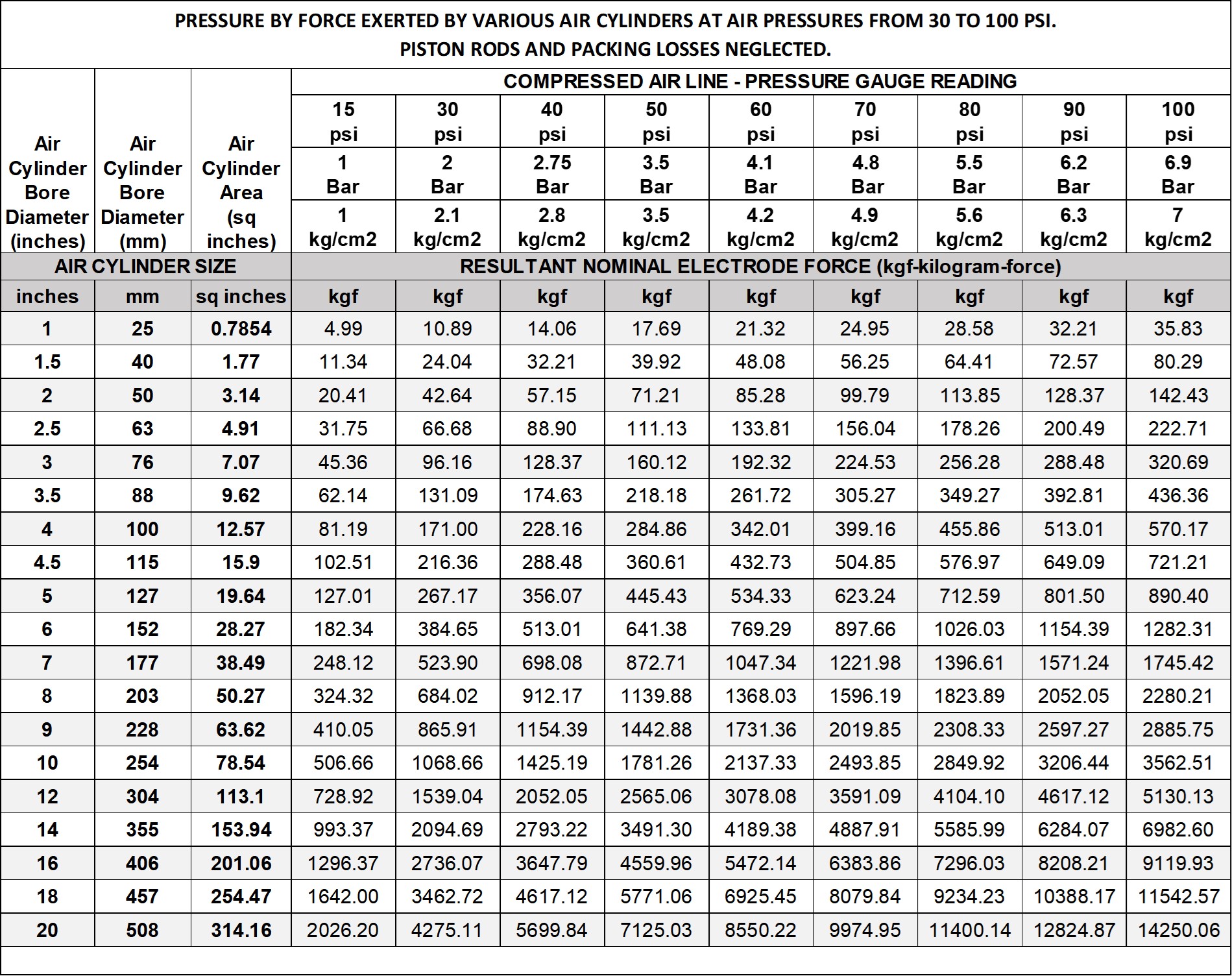
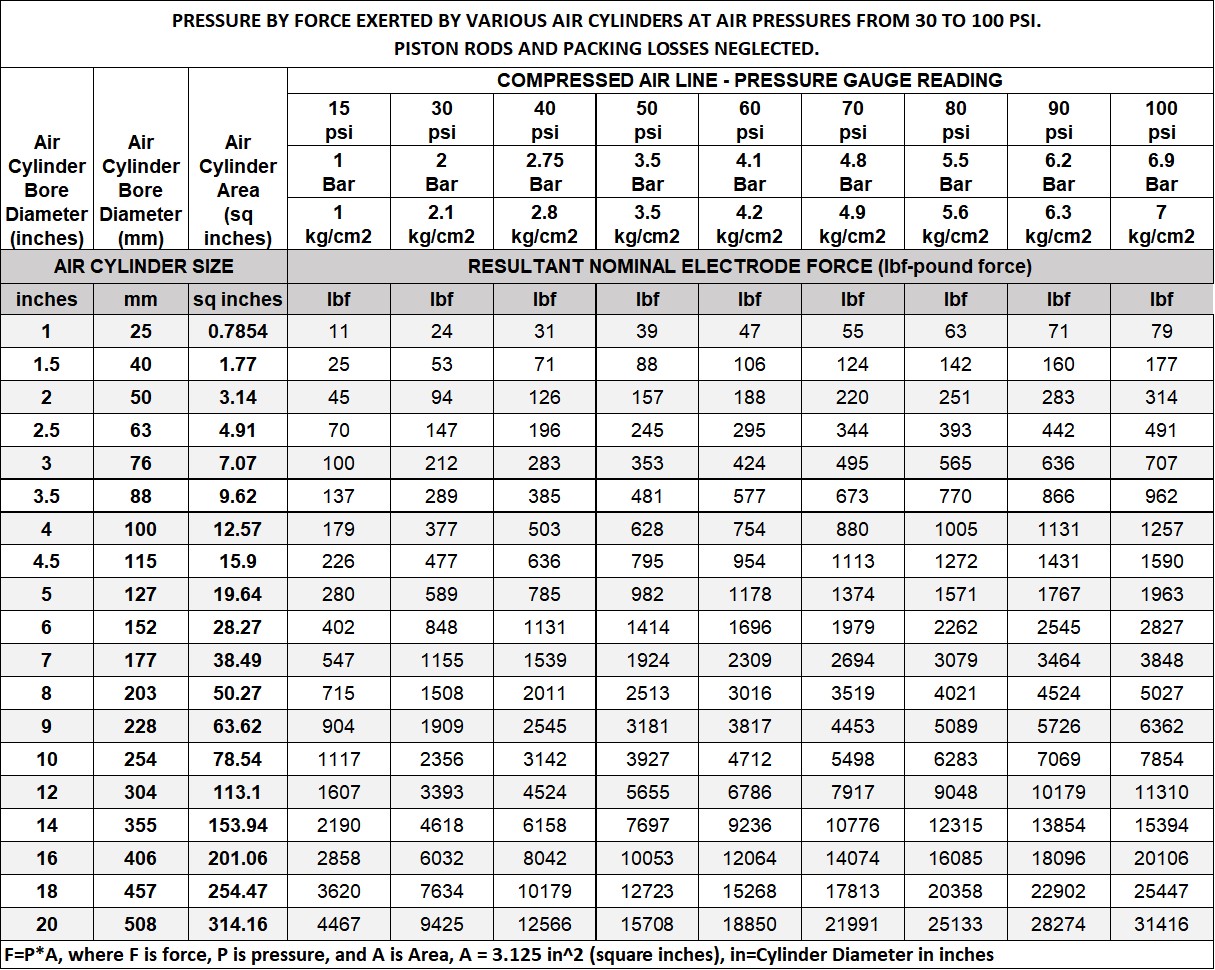
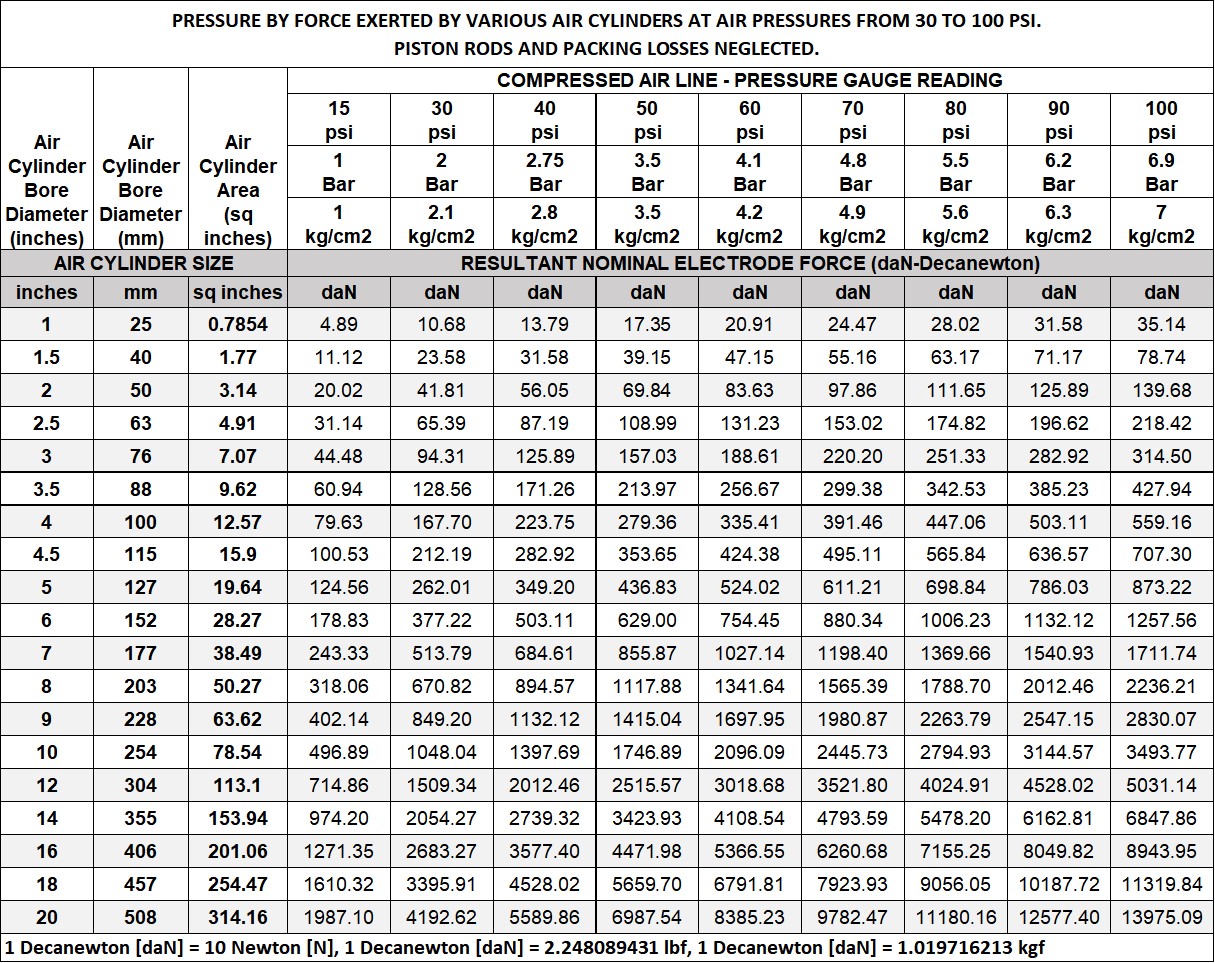
Adjustment of Electrode Force : By means of Air Pressure. The force is adjustable and gives a constant force from 1-5 Kg Cm!by Pneumatic Cylinder, adjusted by Regulating Valve.
Adjustment of Electrode Stroke: By vertical adjustment of electrode holder.
Current Control: By means of 3/6 tap change links between 50% and 100% also fine setting through controller
Weld Initiation: By means of Foot Switch which initiates the weld only after preset pressure is built up.
Electronic Control:
(A) Thyristorised synchronous electronic sequence timer consisting of: Squeeze, weld, forge, off and heat control unit range 1-99 c/s. This is a standard controller offering.
(B) Solid State - three timers provided for squeeze, weld and forge timings - short range 5 - 50 cycles - long range 1 - 10 seconds (50 to 500 cycles). This is a standard controller offering.
(C) Optional Electroweld AY-01 Digital Timer with capability to store upto 25 different weld schedules. This option will replace the standard controller at an additional cost.
(D) Optional Forwel AK-54V Constant Current Digital Controller with capability to store and recall upto 15 different weld schedules (additional cost). This option will replace the standard controller at an additional cost.
*Weldable Materials- RCC Rebar or TMT Steel rebar
* Power Requirement is 415V AC 50/60Hz(Price includes customization as per requirement before shipping)
**Spot Welders upto 30KVA can operate on either 2 Lines/Phases 220V (+10%/-10%) or 400V (+10%/-10%) 50/60Hz
***Spot Welders greater than 30KVA can only operate on 2 Lines/Phases 400V (+10%/-10%) 50/60Hz
** Standard Throat Depth is 63" or 1600mm (Customizable to 48” / 60” / 72” at an additional charge)
***Standard Electroweld Micro Processor Controller with 3 timers for squeeze, weld & forge timing
***INCLUDED Standard Coolant Re-circulator Water Pump which is required for proper operation. Specs - 220V/415V 1/3 Ph 220V/440V
****Additional set of spares and consumables can be quoted to be added to the shipment as required
Note: Please confirm your rebar weldability before using this machine.
Weld-able Rebar :As per the Structural Welding Code AWS D1.4, a low-alloy steel rebar is weld-able. This grade of rebar has a steel-to-carbon ratio that makes it suitable to be welded. Not only is it suitable for welding, but the welds can stay together under significant load after it has been sealed in concrete. This is the only type of rebar that can be welded without taking any special considerations into account.
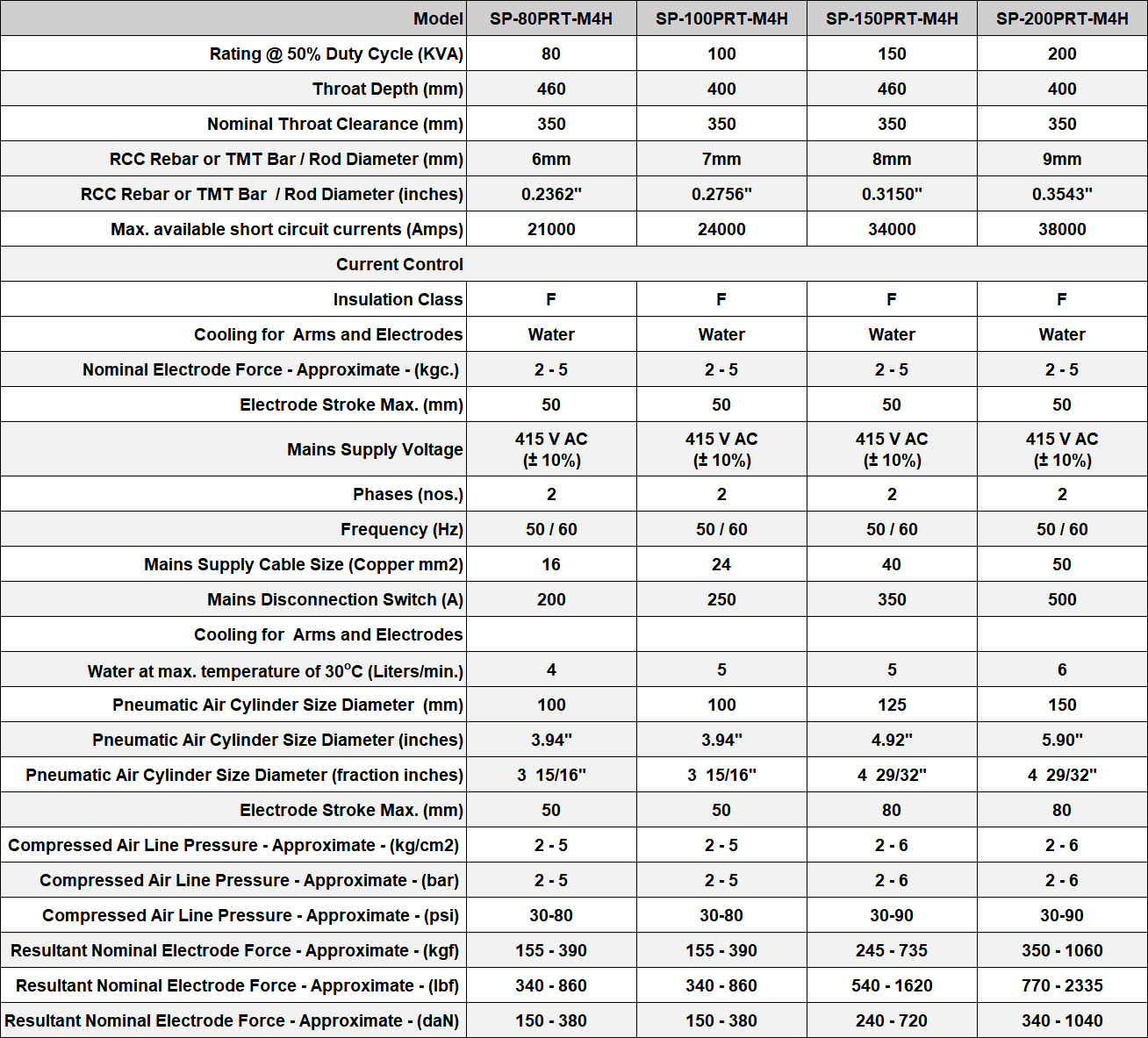
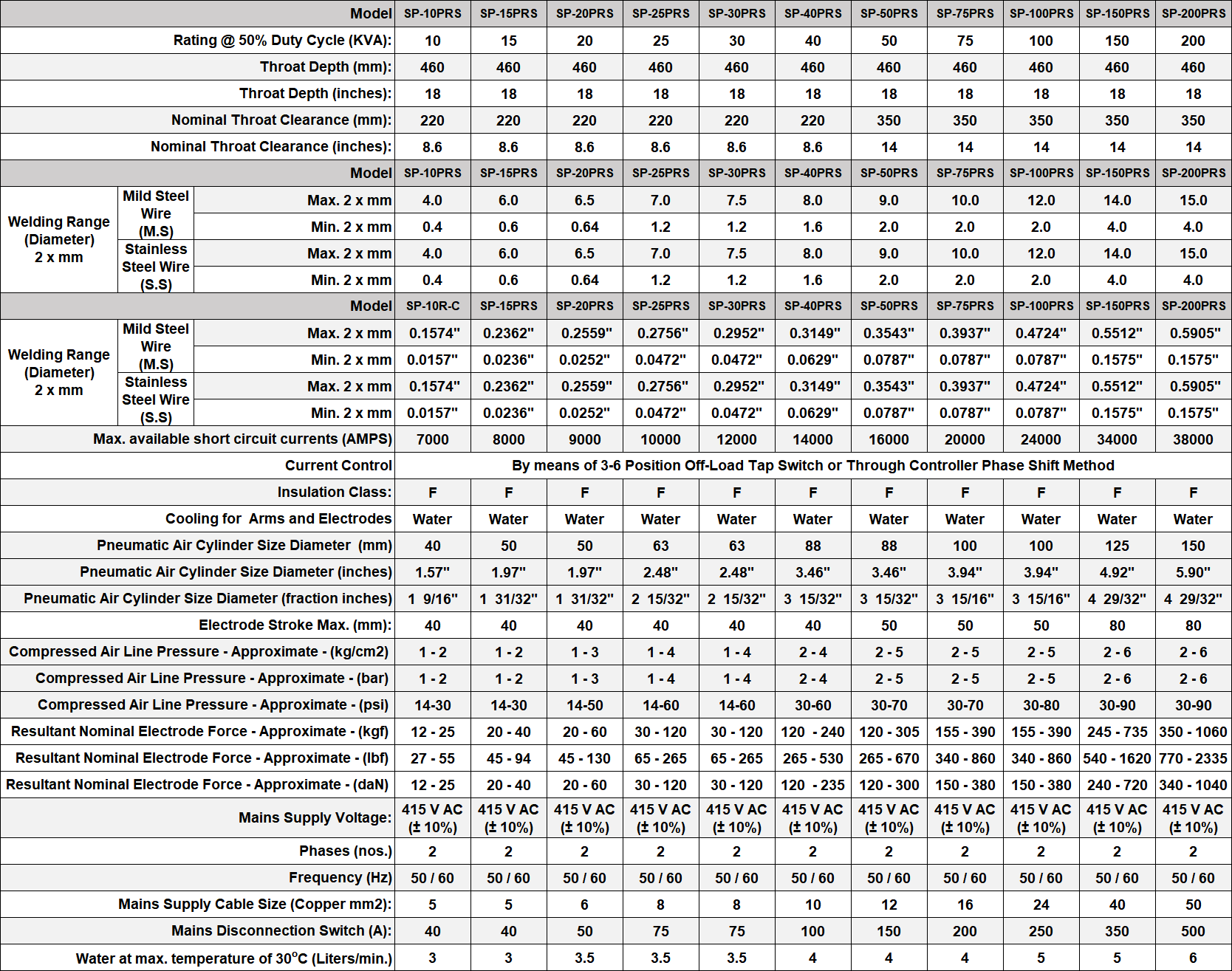
****The following specifications Table is for Single Head Welders with a single transformer. It is only provided here as a reference. With multiple heads, the rating of the machine and weldability varies depending on the number of transformers integrated in the machine and the number of welding heads used simultaneously in the weld sequence. Please contact us for weld specifications customized to your application.
*****For example a 50 KVA Press Type Projection/Spot Welding Machine with 2 Welding Heads would result in each Welding Head having the welding capacity equivalent to a 25 KVA Machine. Similarly in order to size the transformer for a Multiple Head Projection/Spot Welding Machine, we need to take the base KVA rating of a single head machine capable of welding the required part and multiply that KVA rating with the number of Welding Heads to come up with a composite KVA rating for the Multiple Head Projection/Spot Welding Machine.
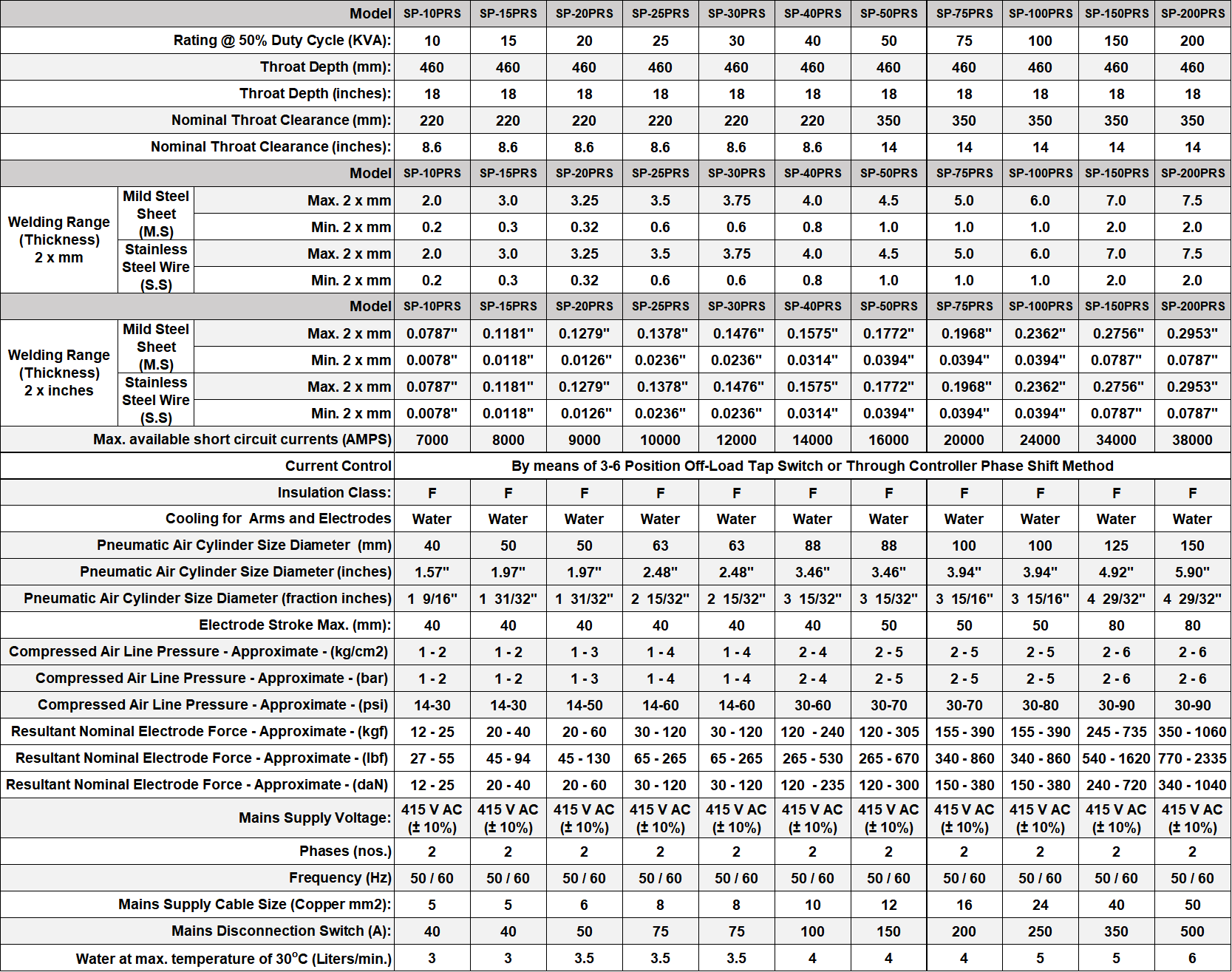
Note: * Maximum material welding thicknesses are always estimates. Variables such as Electrode Throat Depth, Electrode Throat Clearance, tooling, shunt or cable length, welder distance from primary, and other compounding variables can positively or negatively affect this number.
Note: * Maximum material welding thicknesses are always estimates. Variables such as Electrode Throat Depth, Electrode Throat Clearance, tooling, shunt or cable length, welder distance from primary, and other compounding variables can positively or negatively affect this number.
The weldability of your application can be checked with the Electroweld KVA-mm-SWG-AWG Mapping Table for MS/SS available HERE
The Electroweld Projection Spot Welder Weldability Table with SWG-mm-KVA Mapping is available HERE
The Electroweld Projection Spot Welder Weldability Table with AWG-mm-KVA Mapping is available HERE
Operatonal Video for the Electroweld Press Type 4-Head RCC Rebar Mesh Projection Welder:

Electroweld Press Type 4-Head RCC Rebar Mesh Projection Welder
Operatonal Video for the Electroweld Press Type TMT Steel Rebar Projection Welder:

Electroweld TMT Steel Rebar Projection Welder YouTube
Operatonal Video for the Electroweld Press Type Projection Welder:

Electroweld Press Type Projection Welder YouTube

Listed price includes supplier paid shipping via CIF – Cost, insurance, and freight (named port of destination).
Any additional brokerage, customs, and duty fees associated with international shipments are the customer's responsibility and are not included
All return shipments including international return shipments would be at the cost of the buyer
We accept Paypal
The Warranty Information for ELECTROWELD INDUSTRIES products is available HERE
The TERMS & CONDITIONS for ELECTROWELD INDUSTRIES products is available HERE
Standard Incoterms Information on included shipping to destination port via CIF (Cost, insurance, and freight) is available HERE
- The machines will be shipped 2-3 weeks after clearance of payment.
- Shipping times may vary depending on any custom modifications and complexity of the request.
- Shipping times may vary depending on larger than 2 Qty of machines ordered in a shipment
- Additional spares and consumables can be ordered separately to be shipped together with the machines
- Standard one year warranty with the faulty machine shipped to factory and back to buyer after repairs both at buyers expense
- Cost, insurance, and freight (CIF) is an expense paid by a seller to cover the costs, insurance, and freight of a buyer's order while it is in transit. The goods are exported to a port named in the sales contract. Until the goods are fully loaded onto a transport ship, the seller bears the costs of any loss or damage to the product. Further, if the product requires additional customs duties, export paperwork, or inspections or rerouting, the seller must cover these expenses. Once the freight loads, the buyer becomes responsible for all other costs.
Absolutely no complaints!
I love it. And I would recommend it.
- Derrick J..
Absolutely no complaints!
This is an awesomely well-made product.
- Tammy J..
Absolutely no complaints!
Very good. I would surely recommend.
- Cedric K..
Discover more great products from our collection.




Copyright 2026 © mappa-mercia.org
















